This micrograin impacts the design in terms of strength and appearance.
Grain direction in sheet metal bending.
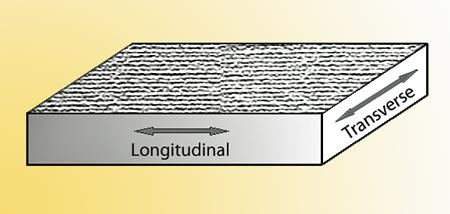
The grain direction created in the direction the sheet is rolled at the mill runs the length of the full sheet.
The grain direction is in the rolling direction of the sheet as it was being manufactured.
Applying this to metal bending be it plate bending press braking or any other type of metal forming consideration must be given to the grain direction before any process is carried out.
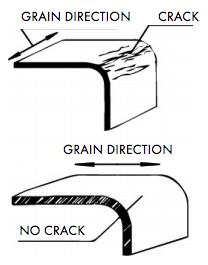
This occurs because bending along the grain allows for separation of the grain boundaries.
In the example above perhaps were using a certain type of steel and specific bend radius whereby we need to be careful to ensure the sheet metal does not crack due to bending.
That has negligible impact on part strength.
When the sheet is made its particles become elongated in the direction of rolling.
Whereas bending parallel to rolling direction can lead to cracks because of destruction in grain structure.
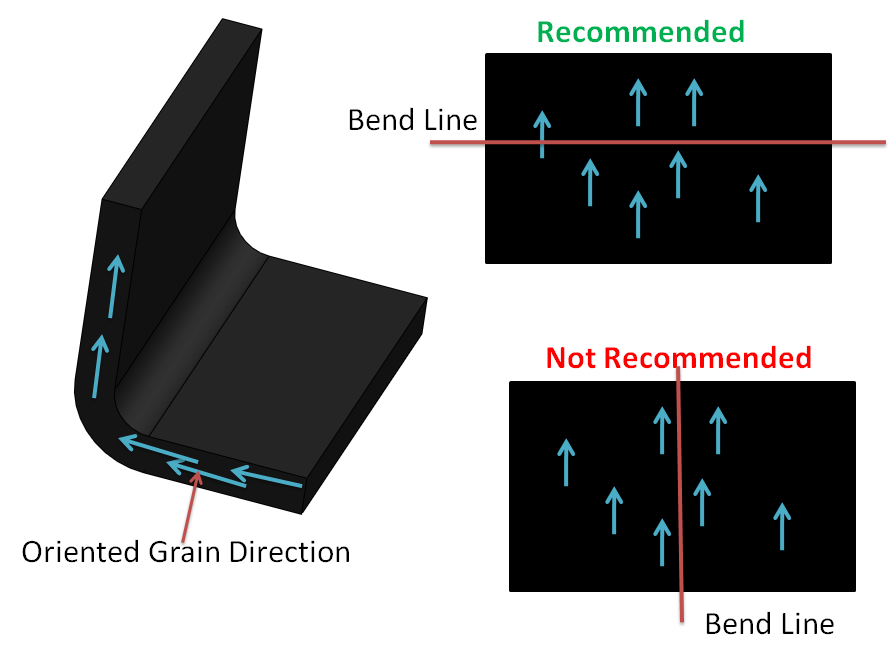
As a general rule the grain line must run perpendicular to the bend to avoid the potential for cracking or fracture.
You must pay careful attention to grain or rolling direction when bending high strength metals especially when trying to achieve a small inside bend radius.
Working with grain direction.
This is because sharper or tighter bends can be made across the grain without cracking.
When sheetmetal is bend perpendicular to rolling direction grain rearranges.
This can drastically limit the length of parts being formed as most materials grain runs in the long direction but as stated previously reducing the material s grain size may be a solution to this.
A metal s grain direction is usually only a factor when bending however.
Two rollers compressing the hot metal cause the polycrystalline material to elongate in the direction of rolling.
You can see it on a new piece of sheet metal by noticing the direction of visible lines running through it.
In addition the grain direction needs to be considered when the bend radius is less than twice the thickness depending on the material and its hardness.
We can manually control the grain direction of the metal in the flat pattern and subsequently how the bounding box is oriented to address these concerns.
The grain direction is established during the metal rolling process.
Once the crystallites are elongated they appear as the grain that we see in cold rolled steel.
Bending metal against the grain or perpendicular to the grain is a common way to prevent material failure or cracking.
The grain direction of the metal also contributes to the amount of springback that occurs in a bending operation.
Bending with the grain gives a different result than bending against it.
Bends that run perpendicular to the material s natural grain require slightly more pressure than those running parallel to the grain.